G. Flemming, K.-E. Hensger SMS Demag AG Germany 1. Introduction The Compact Strip Production (CSP) is a technology for producing hot strip that allows to achieve low production costs in combination with high productivity and product quality. Fig. 1 represents a diagram of the CSP plant and provides information on essential CSP process parameters.
Fig. 1
Fig. 2
2. CSP Hot-Strip Range and Applications Since the commissioning of the first CSP plant by NUCOR, Crawfordsville, more than 40 million tons of CSP hot strip have so far been produced worldwide. Table 1.1 and 1.2 give a survey of the materials presently processed in CSP plants, presents representative grades for individual steel groups and refers to examples of applications selected for CSP hot strip.
Table 1.1
Table 1.2 The steel grades mentioned were processed in different CSP plants under operational routine conditions and the CSP hot strip was sold to metallurgical-plant customers. It proved its very high quality in a variety of applications. Hot strip of soft unalloyed grades was the first CSP product. Present-day developments in this product group concern, for instance, CSP hot strip of boron-alloyed special grades featuring improved deformation behavior. The production of CSP hot strip from the vast range of standard- and high-strength structural steels greatly appealed to the customers in the recent past. Special attention was paid to low-carbon micro-alloyed steels which are thermo-mechanically rolled and attain an excellent combination of high strength and ductility. CSP hot strip made of these steels is used for the construction of machines, plants, apparatuses and vehicles. The so-called "peritectic" grades, too, can today be processed in CSP plants at high yields. CSP plant users and also conventional hot-strip producers consider the fabrication of hot strip for the construction of pipelines a great challenge. It was by consistent utilization of the metallurgical possibilities for material refining that the CSP hot strip production developed while fully meeting the stringent demands in the long-distance pipeline construction. In this field, too, the development towards even higher strength and ductility continues, especially at low temperatures, assuring at the same time reliable weldability. In the recent past, the interest in the production of CSP hot strip from higher-carbon steels and also alloyed grades that belong to the group of heat-treatable, spring, tool and wear-resistant steels has intensified. All these materials are processed in CSP plants with high process reliability, and the hot strip is widely accepted by customers. As far as the hot strip so far mentioned is concerned, main emphasis is put on the mechanical properties. Moreover, hot strip featuring specific physical and chemical properties was, however, also produced to the CSP process; today, it is an integral part of the CSP hot-strip range. Here, reference should be made to silicon-alloyed, electrical strip. For these products, especially a high magnetizability already in small magnetic fields and low hysteresis losses are to be guaranteed. After cold-rolling and final annealing, the non-grain-oriented strip is applied as magnet core at variable flux direction as, for example, in generators. Electrical strip featuring a pronounced texture is mainly employed as transformer core. For controlled setting of the texture by secondary recrystallization, the specific appearance of the control phases (for instance MnS) is of great importance in case of thin-slab casting and subsequent rolling with direct charged slabs. Here, too, the development continues, opening up interesting perspectives. Especially important for stainless CSP hot strip is the chemical resistance in quite different, aggressive media. The fabrication of chromium-alloyed ferritic CSP hot strip was effected by utilizing an AOD (Argon Oxygen Decarburization) converter; the CSP strip was, for example, processed into catalytic converter casings. The manufacture of austenitic CSP hot strip is being tried at present under operational conditions. The survey (Tables 1.1 and 1.2) shows that the CSP product range has undergone a vast diversification in the past. Besides simple tonnage steels, very exacting materials are also processed to an increasing extent. CSP hot strip from functional materials has joined that from constructional materials; today both are successfully meeting a wide range of requirements on the mechanical, physical and chemical service behavior. 3. CSP-Plant and Process-Specific Features Materials Engineering Consequences A precondition for the product-range extension as presented was an intensive CSP-plant and process development made with due consideration to the underlying metallurgical action principles for the different material groups. When selecting the mode as sketched in Fig. 2, it can be seen that the three factors, i.e., CSP plant, CSP process and the respective material characteristics, intersect to form an area that covers the production of high-quality CSP hot strip: the plant, process and material processed are to be seen as an entity and this complex approach opens up a new CSP growth potential to an increasing extent. Under plant engineering and process-technological aspects the Compact Strip Production differs from that of conventional hot strip. In consideration of these specific features, interesting approaches show up for the production of high-performance hot strip. Characteristics of the CSP process and its materials-engineering effects are outlined in Table 2.1 and 2.2.
Table 2.1
Table 2.2. The important process-technological feature of thin-slab casting is the higher solidification rate in comparison with conventional slab casting.This faster thin-slab solidification rate modifies the as-cast structure and leads to weaker macrosegregation and smaller secondary dendrite arm spacing over conventional conti-cast slabs. Founded on this fact is the superior constitutional homogeneity of CSP hot strip. Hot charging and rolling without roughing mill are worthy of being particularly noticed in the CSP rolling mill. While the thin slab is always rolled in direct-charging mode, the conventionally cast slab is generally charged in cold or hot state; this results in austenite A1 being deformed in the CSP rolling mill whereas in conventional hot-strip production austenite A2 is deformed. Moreover, a thin slab enters the CSP rolling mill with as-cast structure whereas a conventional finishing mill is fed with a recrystallized transfer bar. The dissimilar thermomechanical history leads to differences in the microstructure forming processes. This, for instance, applies to the grain size as well as to the precipitation behavior of austenite A1 and A2. During the deformation process in the CSP rolling mill, especially two tasks have to be solved in addition to the setting of the necessary hot-strip geometry (width, thickness, flatness, profile) under materials engineering aspects: Firstly, the dentritic as-cast microstructure is to be compacted and to be transformed into a homogeneous recrystallized microstructure and secondly, the austenite has to be prepared for the subsequent polymorphic transformation. Frequently the plastic deformation is quite deliberately used in the CSP rolling mill for controlling subsequent solid-state reactions: For example, a high nucleation density for the following austenite transformation can be made available by finish-rolling below the recrystallization stop temperature. This transformation takes place on the cooling bed. Therefore, the laminar cooling line can be employed as an efficient instrument for heat treatment. It is by means of this line that the desired final structure can be adjusted. In ferritic rolling, the polymorphic transformation already takes place prior to finish-rolling. Here, the cooling line is kept as short as possible for coiling at high temperature and ensuring annealing with substantial softening inside the coil. It is by appropriate selection of the pass schedule in the CSP rolling mill and the cooling-down curve in the laminar cooling line – also involving the coiler, if required – that manifold possibilities of controlling solid-state reactions turn up and that both the microstructure and the properties of the CSP strip can be set in a quite defined manner with a considerable variation range possible. This should be illustrated in the following statements with reference to relevant examples selected. 4. CSP Hot-Strip Quality Fig. 3 gives a survey of the microstructures set on different hot-strip grades in the CSP process.
Fig. 3 a-b
Fig. 3 c-d
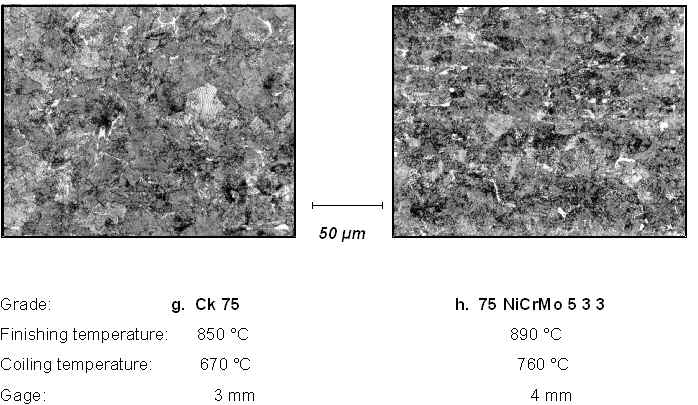
Fig. 3 g-h
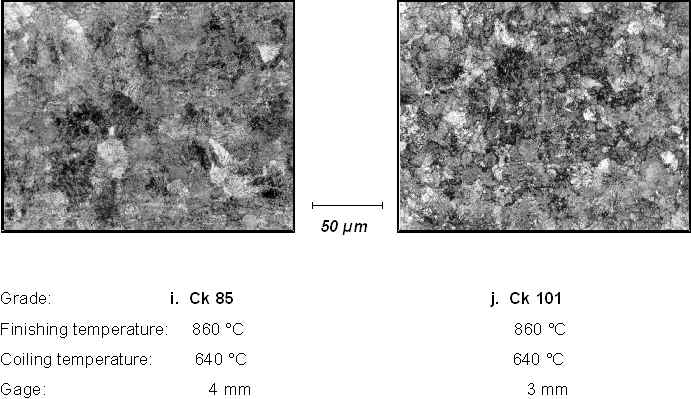
Fig. 3 i-j
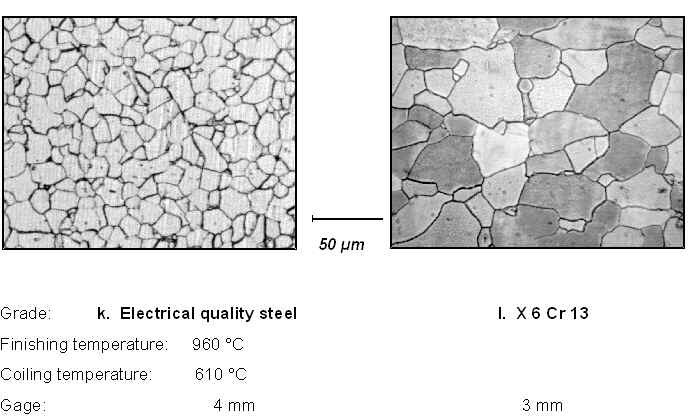
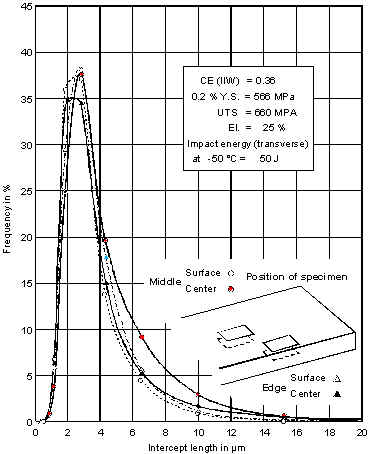
Fig. 3 k-l The CSP hot-strip microstructure is prepared, in a controlled manner, for future processing or application in that rolling is performed in conformity with the pass schedule and cooling tuned to the respective time-temperature-transformation (TTT) diagram. Soft, unalloyed hot-strip grades for cold deformation show a ferritic matrix with pearlite islands (for example StW 24 – Fig. 3 a, yield point L 320 MPa) after coiling. Peritectic grades which are, for instance, processed into wheel rims and consoles for the vehicle construction are to feature a higher strength: Therefore, by selecting a lower transformation temperature, preference is frequently given to fine-grained ferrite and pearlite with reduced lamellar spacing (Fig. 3 b). Considerable grain refining is found in microalloyed CSP hot strip. Fig. 3 c shows the microstructure of the QStE 340 TM steel grade. The average ferrite grain size is about 6 µm (ASTM grain size number 11 – 12). Besides the fine-grained ferrite, also pearlite is contained (dark areas). The setting of bainitic structures is effected, for instance, for CSP hot strip of Ck 22 (Fig. 3 d) which is used as high-strength tying strap in brickworks for securing pallets. Figures 3 e and 3 f illustrate that, with rising carbon content, the share of pearlite grows in the microstructure – the strength increases while the plasticity and the ductility decrease. For the purpose of ensuring the further processing of coils without any problems, this trend is taken into account in an objective manner: By adopting low finish-rolling temperatures, fine-grained austenite is set first; subsequent transformation of austenite conditioned this way takes place near the "pearlite nose". Thus, it is possible even for highest carbon contents to set a hot-strip microstructure with a short cementite lamella spacing and a comparatively small pearlite colony size that features sufficient plasticity to enable, for instance, slitting without intermediate annealing (Ck 75 ... Ck 101; Fig. 3 g, i, j). As far as silicon- and chrome-alloyed CSP hot strip is concerned, a homogeneous microstructure of polygonal ferrite is characteristic which fully meets the demands for subsequent further processing (Fig. 3 k and 3 l). Besides the precise setting of certain microstructure types (ferrite, pearlite, bainite etc.), the microstructure homogeneity is an important quality criterion. A homogeneous structure stands for high uniformity and reproducibility of the material properties and favors the processing and application behavior of hot strip. An essential prerequisite for attaining a homogeneous microstructure is a sufficient chemical homogeneity. For characterizing same, the macroscopic segregation characteristic values C / C0 as stated in Table 3 have been assessed for CSP hot strip; all values thus ascertained are distinctly lower than the characteristic variables known from conventional conti-cast material. For example the manganese center segregation Mn /Mn0 attains values of up to 1.5 [ 1 ] in the conventional slab casting of structural steels with carbon contents between 0.05 and 0.08 % and manganese concentrations of up to 1.5 %. The comparable values for CSP hot strip approximate 1; they document the superior chemical homogeneity of the product fabricated this way. An essential microstructure feature in the polycrystal is the grain size. The results of quantitative metallographic investigations as represented in Fig. 4 illustrate that the CSP hot strip is capable of meeting highest demands on the microstructure homogeneity in regard to grain size. An extremely uniform structure is obtained over the strip width, length and thickness. The mean ferrite grain sizes calculated from the presented distribution curves are ranging between 3.5 and 4.5 µm (ASTM grain size numbers 13 – 12.4) in surface and core positions of edge and center samples. This homogeneous and fine-grained transformation microstructure creates advantageous preconditions for achieving excellent material properties: Referred to a carbon equivalent of CE (IIW) = 0.36, yield points > 550 MPa, elongation = 25 % and, at – 60° C, a notch impact energy of about 50 J on Charpy V-notch samples in transverse position are attained. Such a CSP material is to be classified as cold-tough special grade and is absolutely equivalent to conventional hot strip. The high-strength CSP hot strip has penetrated into all those application fields where, besides a high strength, a high formability, safety against brittle fracture at low temperatures and a beneficial welding behavior are required.
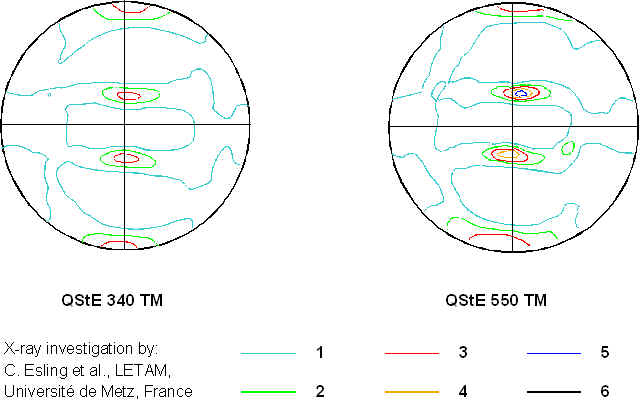
Fig. 4 Sure knowledge of the structure forming processes taking place in the thin-slab casting machine, the rolling mill, the laminar cooling line and on the coiler is the precondition for designing CSP plants while also taking into account the variety of steel grades to be processed, and this knowledge is also necessary for precisely setting the demanded CSP hot-strip properties.This particularly applies to the extension of the CSP product range towards production of high-performance hot strip for various structural and functional applications. The physical metallurgy makes an important and unrenounceable contribution to solving this task. So, for instance, results obtained from X-ray texture investigations confirm that, by an appropriate selection of the chemical composition and the pass schedule, finish-rolling was effected in the CSP rolling mill underneath the recrystallization stop temperature (Fig. 5). There is a comparatively intensive hot-rolling texture produced in the austenite. A distinct texture maximum scatters about the ideal position {112} <110>; it intensifies with increasing difference between recrystallization stop and finish-rolling temperature f.e. on transition from QStE 340 TM to QStE 550 TM and attains an intensity of up to 5 times the irregularity. At the same time the lattice defect density in the austenite is incrased and this circumstance leads to the intended ferrite grain refining as far as the result of polymorphic g ® a transformation is concerned.
Fig. 5 The substructure can be elucidated in closer details by use of a transmission electronic microscope (Fig. 6). In the present case, pack-arranged lath-like ferrite crystals featuring a high dislocation density were discovered that were produced by transformation in the bainitic range. The boundaries between the lath-like ferritic crystals are subgrain boundaries. The dislocations tend to cell and/or subgrain formation. The packet boundaries are of high angle type. Pearlite islands with an embrittling effect and cementite particles are not present. The Nb(C,N)-type special carbides found are minor and finely distributed.
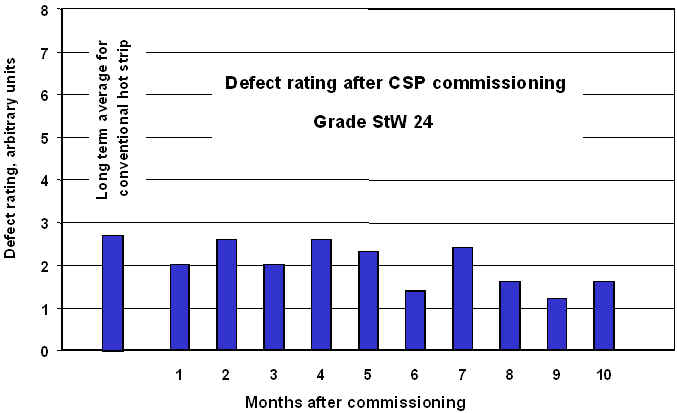
Fig. 6 The extremely fine ferrite grains which additionally feature a substructure are the cause of the excellent combination of high strength and very good ductility as attained in that case. An important hot-strip quality criterion is the surface condition. CSP hot strip meets the surface quality demands specified in DIN EN 10 163. Operational inspections are customarily effected to internal guidelines. Fig. 7 compares the average parameters determined this way over long years for the surface quality of conventional hot strip with the results obtained - after commissioning of a CSP plant - for CSP hot strip in one and the same company and with the same steel StW 24. One recognizes that an equivalent surface quality is achieved in the CSP plant and that further improvements can be attained after having reached a certain routine with the CSP process.
Fig. 7 5. Perspectives The experiences gained during the past approximately 10 years show that the CSP technology has successfully confronted the exacting challenges in regard to product range extension and implementation of modern material refining processes. The continual further development of the CSP plant technology was an essential precondition therefor. This development process is continued. The thin-slab caster is today fed both via the blast furnace – converter melt shop process route and also with electric furnace steel. In addition, hybrid solutions have been worked out providing for the electric furnace to be charged with hot metal and scrap. Therefore, a high flexibility in regard to liquid steel supply can be assumed for future CSP plants. The secondary-metallurgical conditioning of the heat is effected in CSP plants by use of ladle furnaces. Increasing demands on the liquid-steel quality are being taken into account by integrating special secondary-metallurgical process steps. So, for instance, the vacuum-metallurgical liquid-steel refining gains increasing importance for future production of high-quality CSP hot strip from ELC, ULC, IF and also from pipe grades. A VOD (Vacuum Oxygen Decarburization) tank degasser is already being tried under operational conditions for the fabrication of CSP hot strip from ULC steel. In the casting-machine area, the CSP technology is facing the increasing quality demands for example by using the servo-hydraulic oscillation, the flexible soft reduction, the air-mist cooling etc. Studies are continuing with the aim to further increase the casting speed. Latest developments in the CSP rolling mill concern the semi-endless rolling concepts or the creation of a semi-continuous CSP overall process [ 2 ]. Besides the increase of the output, quite a number of positive materials engineering consequences will result from the implementation of these concepts. Thus, the tradional strip head and tail ends are omitted for "endless strip" and the extremely high CSP hot strip homogeneity as discussed above can be obtained for the whole coil. Moreover, interesting perspectives for the production of very thin strip that in part can substitute cold strip may be derived therefrom (compare [ 2 ]). A trend that cannot be neglected under the aspect of a further CSP hot-strip output increase and of an even larger added value in the CSP process is the growing application of various thermo-mechanical treatment processes. A characteristic feature of these process variants beyond the shaping is the objective utilization of plastic deformation for controlling solid-state reactions and setting defined microstructures at specified physical properties. For instance, high-strength hot strip with improved formability can be fabricated by finish rolling underneath the recrystallization temperature and polymorphic transformation of the hot-worked austenite. An even stronger ferrite grain refining appears to be realizable by transformation of dynamic and/or metadynamic recrystallized austenite [ 3]. High-quality CSP thin strip can be produced by ferritic rolling of ULC or IF grades. Developments for the manufacture of CSP hot strip from modern multi-phase steels (e.g. DP dual-phase and TRIP steels) have also been commenced. 6. Conclusions In recent years, the CSP plants‘ product range has been vastly extended. The CSP technology involves, for the future, a considerable development potential. For its implementation, an intensive plant and process development is under way, the materials engineering aspects being particularly taken into consideration. This development work focuses on the constant increase of the CSP plants‘ productivity with, at the same time, continual improvement of the strip quality. In parallel, new, in particular also modern high-performance materials are integrated into the CSP manufacturing program. Thus, the CSP technology opens up an always wider product range.Therefore, the CSP strip gains a constantly growing share in the hot-strip production worldwide. Essential causes of this process are the qualitative equivalence with conventional hot strip, increasing product variety and more favorable production costs. Bibliography: 1. Engl, B., M. Albedyhl, M. Brühl, Chr. Klinkenberg, H. Langner, H. Pircher, K. Wünneberg : Material Aspects of Thin-Slab Casting, Iron and Steel 118 (1998) N5, pp. 41 - 49 2. Kneppe, G., D. Rosenthal: Hot-Strip Production: Challenges for the new Millenium, Iron and Steel, 1998, No. 7, pp. 61 – 68 3. Pussegoda, L. N., J. J. Jonas: Comparison of Dynamic Recrystallization and Conventional Controlled Rolling Schedules by Laboratory Simulation, ISIJ Intern. 31 (1991), pp. 278 - 288 Copyright © 2000 |

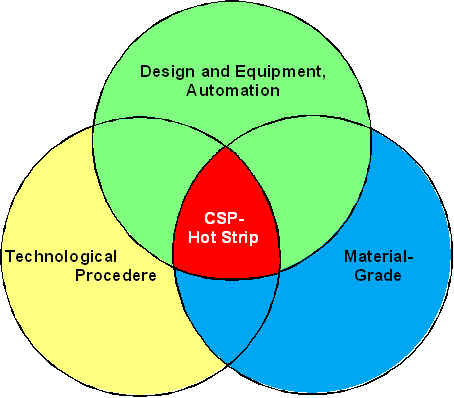
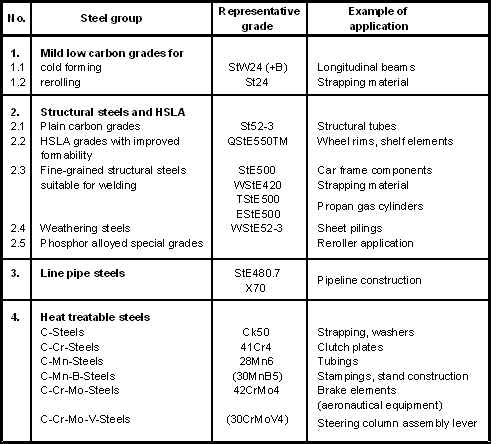

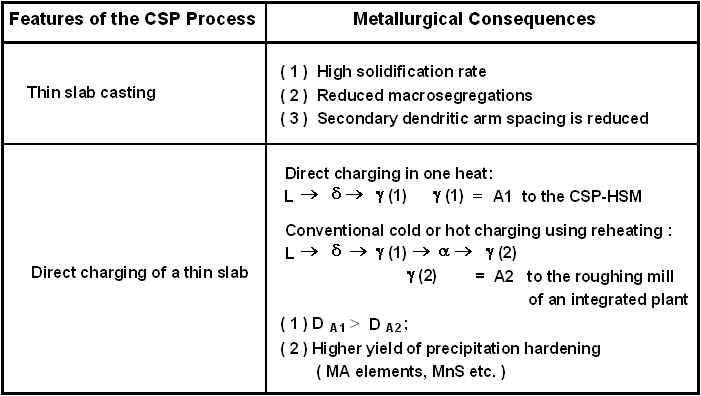
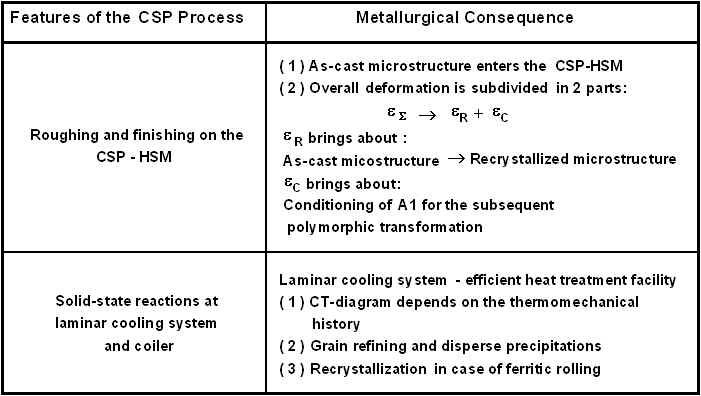
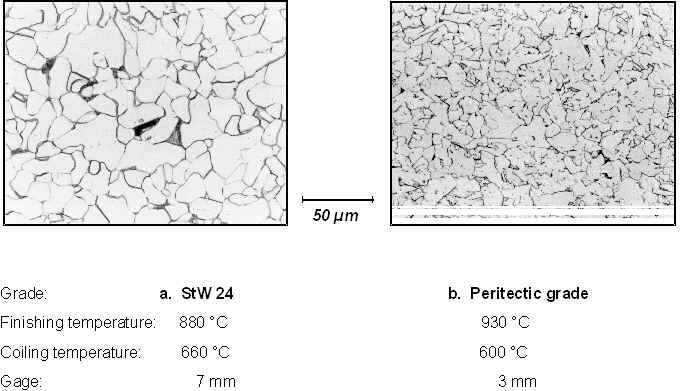
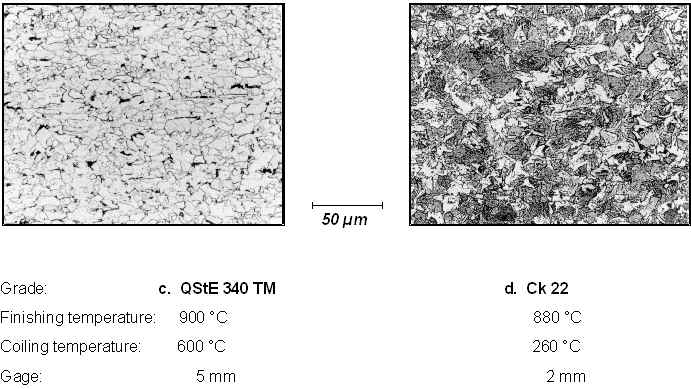
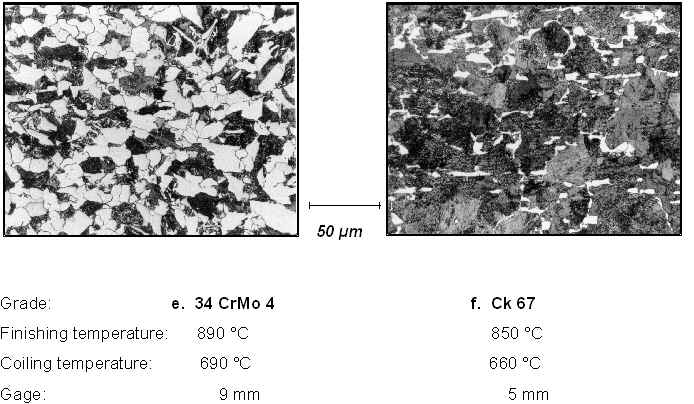 Fig. 3 e-f
Fig. 3 e-f